

Det nominelle trykket til en hydraulisk sylinder er ikke innstilt vilkårlig. Den er omfattende beregnet basert på flytegrensen til sylinderrørmaterialet, veggtykkelsesstruktur og lagergrense for tetninger. Det nominelle trykket for standard generelle modeller tar 16MPa som grunnleggende designverdi.
Denne parameteren samsvarer med den sikre bæregrensen for vanlige karbonstål-sylindertønner, standard polyuretan-tetninger og konvensjonelle styrekonstruksjoner, og fungerer også som den vanligste valgstandarden for anleggsmaskiner og tilhengerhydraulikksystemer. I faktisk drift tillates øyeblikkelig støttrykk å kortvarig overstige det nominelle trykket, mens det langsiktige kontinuerlige arbeidstrykket ikke bør overstige 85 % av nominell verdi. Dette er kjernedesignprinsippet for å unngå intern lekkasje, akselerert forseglingsaldring og deformasjon av sylinderfat.
Under langsiktige overvurderte trykkforhold vil den indre veggen av sylinderrøret produsere en liten elastisk deformasjon, og det matchende gapet mellom styrehylsen og stempelstangen vil forskyves, noe som skader den opprinnelige nøyaktige toleransen på 0,02–0,03 mm.
Når gapet er forstørret, forsterkes sidestrømmen av hydraulikkolje og stempelringen har ujevn kraft, noe som fører til gradvis delvis slitasje. I det senere stadiet vil det oppstå vanlige feil som intern lekkasje, utilstrekkelig løftekraft og rask lastavsetning, som også er store årsaker til hyppige hydrauliske feil i utstyr på stedet.
Omgivelsestemperaturen på 20℃–30℃ er det optimale matchingsområdet for design av tetningsmateriale. Polyuretan- og nitrilgummitetninger opprettholder standardverdier for hardhet, elastisk kompresjon og oljebestandighet.
Under denne tilstanden passer tetningsleppen jevnt med sylinderveggen og holder konstant forspenning, og opprettholder stabil oljetetningsytelse i lang tid uten unormal slitasje og deformasjon.
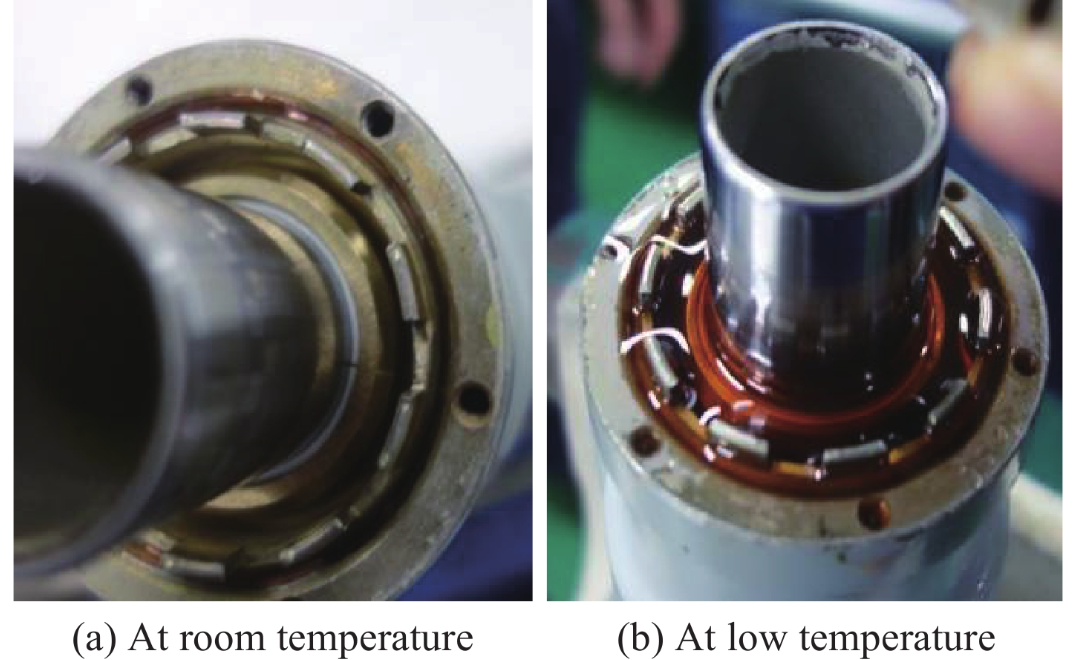
Når temperaturen synker under -15 ℃, reduseres den molekylære aktiviteten til tetningsmaterialer med høyere hardhet og lavere seighet. Tilpasningsfleksibiliteten til tetningsleppen blir dårlig og kan ikke kompensere for små hull adaptivt, som er hovedårsaken til lavtemperaturlekkasje.
Langtidsdrift over 40 ℃ vil akselerere oksidasjon av hydraulikkolje og produsere kolloidale urenheter. I mellomtiden eldes og herder tetningene raskere med redusert elastisitet, noe som forårsaker gradvis kontinuerlig liten lekkasje og påvirker den generelle driftsstabiliteten.
Hardkrom galvanisering på stempelstenger er en standard industribeskyttelsesprosess. For formelle masseproduserte produkter er beleggtykkelsen strengt kontrollert innenfor 0,08 mm–0,12 mm.
For tynn belegg gir ikke tilstrekkelig motstand mot sandfriksjon og korrosjon, noe som resulterer i riper og rustflekker på kort tid under utendørs arbeidsforhold. For tykk plettering vil øke indre overflatespenning og forårsake avskalling, skade overflateglatthet og akselerere tetningsslitasje.

Overflateruheten til ferdige stempelstenger kontrolleres til Ra0,2–Ra0,4μm. Denne presisjonen oppfyller kravet til lavfriksjons teleskopisk bevegelse og unngår riper på tetningsleppen forårsaket av mikrograder på overflaten.
For høy ruhet vil kontinuerlig slite forseglingen av mikroskopiske fremspring; mens altfor glatt overflate reduserer oljelagringskapasiteten og gjør det vanskelig å danne stabil oljefilm, noe som øker risikoen for tørrfriksjon og forkorter levetiden til tetningskomponenter.
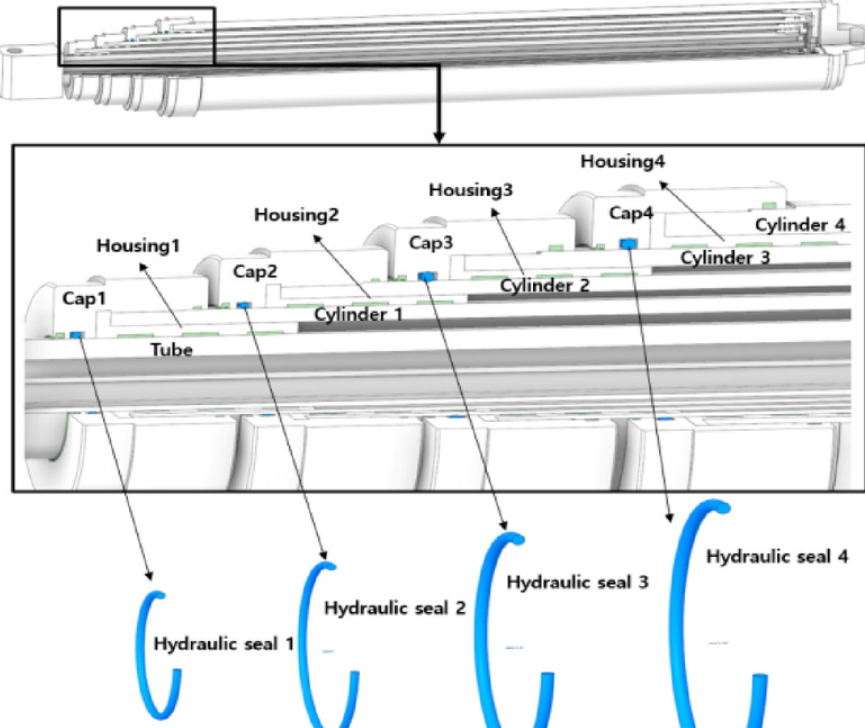
Flertrinns hydrauliske sylindre har iboende strukturelle forskjeller i slag, effektivt virkeområde og oljepassasjediameter for hvert trinn. Modeller uten synkron optimaliseringsdesign vil produsere posisjonsavvik under full-takt teleskopisk drift.
Maskineringskoaksialitet, styrehylseklaring og oljestrømfordeling er tre kjerneprosessfaktorer som bestemmer synkroniseringsnøyaktigheten til flertrinns sylindre.
Innebygde buffergassstrukturer i begge ender avhydrauliske sylindreredusere strømningshastigheten til hydraulikkolje ved slutten av slaget gjennom den dempende effekten av gassåpninger, og unngå stiv støt mellom stempel og endedeksel.
Rimelig bufferdesign svekker start-stopp-støt, reduserer den generelle utstyrsvibrasjonen og reduserer tretthetsskader på sveisesømmer og monteringsbraketter. Den er spesielt egnet for høyfrekvente start-stopp-scenarier som kjøretøymonterte løft, havnemaskineri og tungt landbruksutstyr.
I bransjestandarden for presisjonsmontering er monteringsavstanden mellom styrehylse og stempelstang stabilt kontrollert til 0,02 mm–0,03 mm.
For liten klaring vil forårsake fastkjøring og ujevn teleskopisk bevegelse på grunn av termisk ekspansjon når temperaturen stiger; for stor klaring øker radiell risting av stempelstangen, noe som fører til konsentrert eksentrisk belastning og ensidig slitasje, og forkorter dermed den totale vedlikeholdssyklusen.
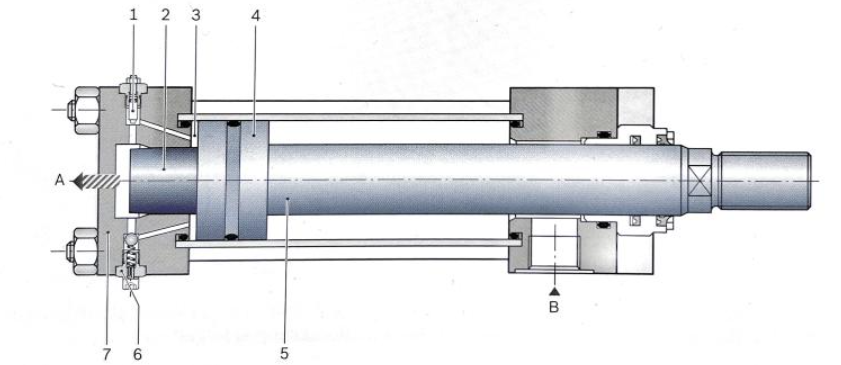
Monteringskoaksialiteten til sylinderrør, endedeksel, styrehylse og stempelstang er et sentralt kontrollpunkt i produksjon og montering.
Hydrauliske sylindre med overdreven koaksialitetsavvik opererer under eksentrisk kraft i lang tid, noe som øker sannsynligheten for ensidig tetningsslitasje og lokal sylinderveggriper. Det er også en viktig teknisk årsak til åpenbare levetidsforskjeller mellom produkter med samme spesifikasjon.



